Biege Service
Mit unsere Erfahrung und unseren modernen Maschinen sind wir Ihr kompetenter Ansprechpartner in der Region rund um das Biegen von verschiedenen Blechen und Blechstärken.
zu Biege Service
Als Dienstleister im Bereich der Laser- und Blechbearbeitung bieten wir Ihnen die Möglichkeit, im Dünn- und Dickblechbereich Einzel- und Serienteile für Sie zu fertigen. Dadurch können Sie möglicherweise Ihr Produktportfolio verbreitern bzw. vertiefen oder auch Auftragsspitzen elegant und schnell abarbeiten.
Des Weiteren können wir auch Komplettlösungen anbieten, in Zusammenarbeit mit unseren Partnern aus Konstruktion, Blechverarbeitung und Pulverbeschichtung incl. Hol- und Bringservice. Damit können Sie bei uns komplette Konstruktionen, von der Handskizze bis hin zum fertigen Teil alles bei uns in Auftrag geben und Sie erhalten das Teil aus einer Hand. Sie müssen sich dann um nichts mehr kümmern.
Sprechen Sie uns einfach darauf an oder kommen Sie vorbei. Egal ob Handskizze, PDF, DXF, Step-Datei, wir fertigen für Sie.
Wir freuen uns auf Ihre Anfragen und stehen Ihnen auch jederzeit gerne persönlich zur Verfügung.
Mit unsere Erfahrung und unseren modernen Maschinen sind wir Ihr kompetenter Ansprechpartner in der Region rund um das Biegen von verschiedenen Blechen und Blechstärken.
zu Biege ServiceMit unsere Erfahrung und unseren modernen Maschinen sind wir Ihr kompetenter Ansprechpartner in der Region rund um das Lasern von verschiedenen Blechen und Blechstärken.
zu Laser-Service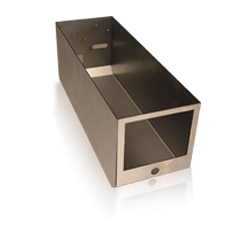



Laserschneiden mit 2-D-Laserschneidanlagen bedeutet schnelle und hochwertige Bearbeitung von Blech.
Laserschneiden, auch Laserstrahlschneiden bezeichnet das Durchtrennen von Festkörpern mittels kontinuierlicher oder gepulster Laserstrahlung durch Materialablation.
Das Verfahren wird dort eingesetzt, wo komplexe Umrisse, eine präzise, schnelle Verarbeitung oder/und eine berührungslose, nahezu kraftfreie Bearbeitung gefordert sind. Gegenüber alternativen Verfahren wie etwa dem Stanzen ist das Laserschneiden bereits bei sehr niedrigen Losgrößen wirtschaftlich einsetzbar.

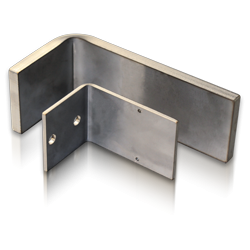
In einer Gesenkbiegepresse, Abkantpresse oder Kantbank werden Blechteile wie Verkleidungsteile, Gehäuse oder Maschinenkomponenten durch Biegen hergestellt. Die Presse besteht grundlegend aus dem Biegestempel und dem Biegegesenk.
Beim Gesenkbiegen befindet sich ein Blech zwischen Stempel und Gesenk. Wird nun der Stempel gesenkt, wird das Blech in das Gesenk gedrückt und nimmt die Form des Gesenkes an. Durch ein nicht vollständiges Absenken können auch beliebige kleinere Biegewinkel erzeugt werden. Bei komplizierteren Profilen sind auch mehrere Senkungen möglich, dabei wird nach der ersten Senkung das Blech anders positioniert und der Stempel nochmals gesenkt. Die Presse muss hierfür nicht neu eingerichtet werden, weshalb es sich um eine sehr wirtschaftliche Art der Formgebung handelt.

Schwenkbiegen ist ein Fertigungsverfahren. Es zählt in der Hauptgruppe des Umformens zur Gruppe Biegeumformen, wo es gemeinsam mit dem Walzbiegen, Rundbiegen und Umlaufbiegen zur Untergruppe des Biegeformens mit drehendem Werkzeug zugeordnet ist. Es werden schwenkbare Biegewangen als Werkzeug eingesetzt. Das Werkstück ist dabei zwischen Oberwange und Unterwange eingespannt. Durch Schwenkbiegen kann man ähnliche Profile herstellen wie z. B. durch das Gesenkbiegen. Dort führt das Werkzeug jedoch eine geradlinige Bewegung aus. Das Verfahren lässt sich auf einer speziellen Schwenkbiegemaschine ausführen oder in vollautomatischen Biegezentren verwendet.

Das Rundwalzen ist ein Umformverfahren, das angewendet wird mit dem Ziel, einer zunächst im Wesentlichen zweidimensional ausgedehnten Struktur (flaches Blech) die dritte Dimension in Form einer Rundung zu geben.
3-Walzen-Rundbiegemaschinen: Drei Walzen, wovon mindestens die Oberwalze motorisch angetrieben ist, sind in einem starren Maschinengerüst drehbar gelagert. Sie sind hydraulisch oder mechanisch so verstellbar, dass eine Umformkraft auf das zu biegende Blech aufgebracht werden kann. Dabei gibt es Bauformen der Maschinen, die nur die Oberwalze verfahren, aber auch Bauformen, die die beiden Seitenwalzen links und rechts verfahren können. Dieser Typ von Biegemaschine ist von den drei vorgestellten der am besten geeignete zum Biegen von Konen.

Ein Turmlagersystem besteht aus einer Regalkonstruktion mit einem direkt angebauten Regalbediengerät. An den Regalstehern sind Auflagen befestigt, die selbsttragende Systempaletten aufnehmen. Die Ein-/Auslagerung der Paletten übernimmt das Regalbediengerät, das mit Hilfe eines Seil-, Ketten- oder Zahnstangen-Hubwerks die Paletten zu einer Ein-/Auslagerstelle bringt. Flachgut (Blechtafeln) haben ein Standardmaß von 3.048 x 1.524 mm (LxB).
Längslagersysteme eignen sich zur Kommissionierung im Stahlhandel sowie zur Anbindung von Blechbearbeitungsmaschinen oder als Logistikzentrum zur Lagerung von Gitterboxen, Werkzeugen und sonstigen Materialien in Fertigungsbetrieben. Ab einem Lagervolumen von etwa 100 Lagerplätzen kann das Längslager als ein- oder doppelseitiges Lagersystem

Eine Tafelschere oder Schlagschere ist eine motorisch oder handbetriebene Werkzeugmaschine zum Schneiden von Blechtafeln, Kunststoffplatten oder Pappkartonagen. Beim Schneiden wird das Blech zwischen einem festen und einem beweglichen Messer in einem Arbeitsgang gerade abgeschert.
Das Besondere an der Tafelschere ist, dass sie lange, gerade Schnitte ermöglicht. Die Schnittlänge liegt in der Regel bei zwei Metern, jedoch sind bis zu 15 Meter realisierbar. Die schneidbaren Materialdicken liegen je nach Bauart der Maschine zwischen Bruchteilen eines Millimeters und 200 mm.
Vor dem Durchtrennen liegt der Werkstoff auf einer geraden Unterlage – dem Maschinentisch – und wird in der Schneidposition vom Niederhalter auf den Tisch gespannt. Das Untermesser ist bündig mit dem Tisch montiert, während das Obermesser bei kulissengeführten Scheren gerade herunterfährt.